12年生產經驗
12年生產經驗
專注鋼格板產品研究
全國咨詢服務電話
13131862005
12年生產經驗
專注鋼格板產品研究
13131862005
完整的生產線·精密的檢測設備
應用廣泛 精度穩定 納污量大 自主研發
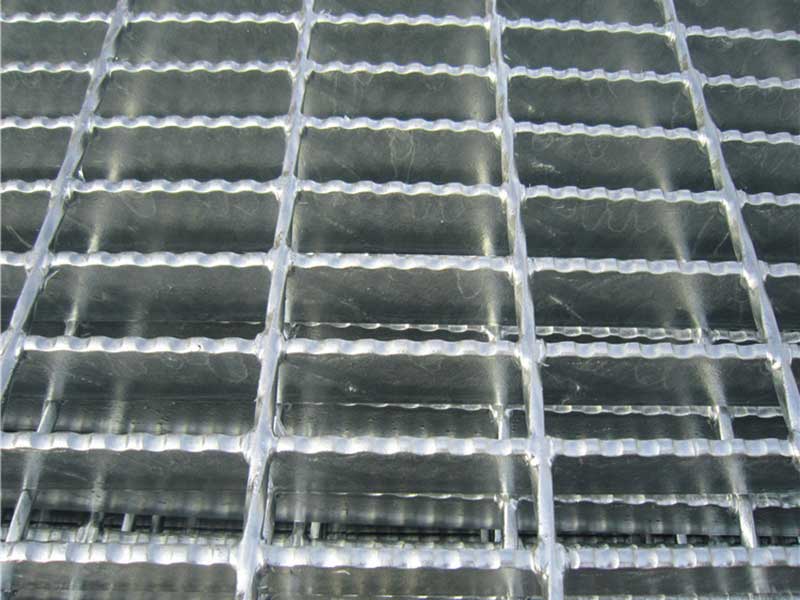
鋼格板可采用手工電弧焊、熔化極氣體保護焊、氬弧焊、電阻焊等方法進行焊接,下面就來介紹一種方法。

手工電弧焊鋼格板
1) 鋼格板焊前準備
為了降低焊接煙塵,防止鋼格板焊接裂紋及氣孔的產生,焊前應將坡口附近的鋅層去除。去除方法可采用火焰烘烤或噴砂。坡口間隙應盡量控制在1.5~2mm內,工件厚度較大時,可放寬到2.5~3mm。

2) 鋼格板焊條的選擇
焊條的選擇原則是焊縫金屬的力學性能盡量與母材相近,而且焊條熔敷金屬中含硅量應控制在0.2%以下。 采用鈦鐵礦型焊條、氧化鈦型焊條、纖維素型焊條、鈦鈣型焊條和低氫型焊條焊接時所得到的接頭強度均可達到滿意的指標。對于低碳鋼鋼格板,應優先選用J421/J422或J423焊條。鋼格板焊接時,盡量采用短弧,不要使電弧擺,以防止鍍鋅層熔化區域的擴大,保證工件的抗腐蝕性并降低煙塵量。

 掃一掃,關注我們
掃一掃,關注我們